Share
Pin
Tweet
Send
Share
Send
Az általam használt anyagok és eszközök
Tehát a gép gyártásához a következő anyagokra volt szükségem:
- többrétegű rétegelt lemez 10 mm vastag;
- körülbelül 1 méter hosszú, 35x50 mm vagy 40x60 mm téglalap alakú fadarab;
- hajtó bútor anya - 4 darab (menetes méret, mint a csapokkal);
- két M6 - M10 menetes rudat plusz három szokásos anyát és két csavart;
- csavarcsavar, annak hosszának elegendőnek kell lennie egy kézi elektromos fúró margóhoz történő megragadásához;
- fa ragasztó, csavarok.
A szerszámokból elektromos fúrót, bilincseket, koronát vagy kb. 10 mm átmérőjű marót, vékony fúrókat használtam a csavarok furatainak fúrására. Szüksége lesz egy kis csiszológépre is.

Esztergakészítés kézi elektromos fúróval
A gépkeret gyártásával kezdjük. Ehhez 60 cm hosszú és 11–12 cm széles deszkát vágtam le a többrétegű rétegelt lemezről, és azonnal meg fogom foglalni a méretet. Itt változtathatók. A keretet nem szabad túl hosszúra készíteni, mivel a gép elég könnyű lesz, és hosszú alkatrészekkel nem lesz könnyű megmunkálni.

Fontos szempont a rétegelt lemez keret szélességének és a rudazat méretének aránya. Jó lesz, ha három rúd illeszkedik a rétegelt lemez szélességéhez a keresztmetszet kisebb oldalával (miért van ez így, később meg fogod érteni). Tehát, ha az olyan rudak, mint az enyém, 35x50 mm, akkor a keret szélességének kb. 11 cm-nek vagy ennél nagyobbnak kell lennie. Ha 40x60 mm-es rudat veszünk, akkor a keret 12 cm széles.

Így kiszorítottam a keret alját 11 cm szélességgel és 60 cm hosszúsággal, majd egy rúdot láttam le az alap hosszában, vagyis 60 cm-re is. A második rúdot a fúrótest hosszában elvágtam úgy, hogy az ne érje el a tokmányt, és ezt követően ne megakadályozta, hogy forogjon.


Asztalos ragasztó segítségével összekapcsolom a rudakat a szekció kisebbik oldalával úgy, hogy végeik azonos vonalban legyenek. A ragasztandó részeket szorítókkal rögzítem és hagyom, hogy a ragasztó megszilárduljon. Elektromos hajtásunkat a keret ezen részéhez rögzítjük, ezért egy fúrót egy rövid rúdhoz helyezve megjelöl egy helyet a bilincs lyuk alatt. Fúrom egy lyukat, amelybe egy létező bilincs bejuthat. Az én esetemben az átmérő kb. 10 mm.


Ezután megjelöl egy rétegelt lemezt a két ragasztott rúd - hosszú és rövid - szerkezetének szélességének közepére való elhelyezéséhez. A deszka középvonala mentén 7–8 lyukat fúrom meg az önmetsző csavarokhoz, teljes hosszában egyenletesen.

Miután a ragasztott rudakat szorítókkal rögzítettem a rétegelt lemez alapjához, a furatokat a rudazat fúrásával elmélyítem. Most becsavarom a csavarokat, és megcsavarom őket. A gép vázja kész.

Ezután elkezdjük gyártani a gép farkát és a vágó mozgatható ütközőjét. A fejléc a forgó részt a hajtással szemben lévő oldalról fogja meg. A keret mentén kell mozognia, és a rögzített rész hosszától függően a kívánt helyzetbe kell rögzíteni. A vágó ütközőjének is szabadon kell mozognia a munkadarab mentén. Előállításukhoz ugyanabból a rétegelt lemezből és rúdból készült díszítéseket használtam.



A farok mozgatható alapja két rúd és rétegelt lemez téglalap U alakja. A fejléc rétegelt lemezének felületére önmetsző csavarokkal rögzítjük a kettős vastagságú rétegelt négyzet alakú réteget, amelyet két négyzet alakú rétegelt lemez ragasztásával kapunk. Ebben a négyzetben egy központosító csavart rögzítenek a munkadarab rögzítéséhez. Egyetlen rétegelt lemez téglalapot ültettem az öncsavarokra és ragasztóval a rúdra. Olyan mintát kell kapnia, amely szabadon mozog a keret vezetősávja mentén.




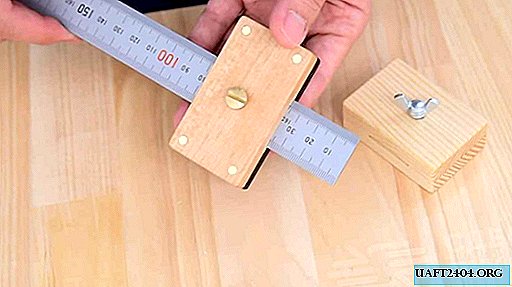
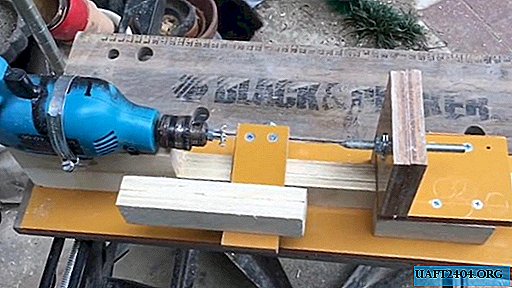
Átmegyünk az elektromos meghajtó oldalára. Az elektromos fúrót csavarbilinccsel rögzítjük a keretre. A munkadarab rögzítéséhez menetes rúdra és anyákra, sima és bútorra van szükség. Ha a csapot a fúrótokmányban tartja, jelölje meg a kívánt hosszúságot (4-5 cm) és vágja le.



A csap végét élezzük csiszolás és fúró kombinációjával, a csapdarab egy darabját tartva a tokmányban. A hajtű végének nagyon élesnek kell lennie, mivel annak bele kell mennie a fadarabba, központosítva. Ezután finomítjuk a bútor anyát úgy, hogy a hegyes rögzítőit 180 fokkal elforgatjuk fogóval. Ennek a résznek a felhasználásával az alkatrészt rögzítik és a nyomatékot továbbítják az elektromos fúróból.






A szerkezetet az anyák csavarozásával csavarjuk össze. A csap éles végének kissé tovább (1–2 mm) ki kell emelkednie a bútor anya éles reteszein. Tehát kényelmesebb lesz az alkatrész központosítása. A hátsó oldalon a bútor anya normál helyzetben van rögzítve. Rögzítjük a csap szabad végét a fúrótokmányba. Ha szükséges, állítsa be a fúró helyzetét, elérve a csap és a keret sávjának párhuzamosságát.
Most meg kell mozgatnia a faroktartót a hajtócsapra, hogy meghatározzák a második központosító csavar rögzítési helyét. A ragasztott rétegelt lemez négyzetét a hegyes hajtűre mozgatjuk, a hátoldalán lévő kis kalapáccsal könnyű csapást végzünk, és az éles hajtűből megkapjuk a kívánt jelölést.




Fúrunk egy olyan méretű lyukat, hogy a második bútor anya hüvelye belejusson. Nem módosítjuk, hanem normál üzemmódban használjuk, behelyezzük a hüvelyt a lyukba és kalapáccsal ütjük be a bilincseket. Szükség esetén nyomja meg az anyát egy kengyelben. A második hajtűt élezzük, csavarjuk be a farokbútorba és rögzítsük a normál anyákkal. A fejléc mozgatásával mozgatjuk a csapok helyzetét és ellenőrizzük azokat, ha szükséges.
A farokhoz hasonlóan összegyűjtjük az ütköző alapját a vágó számára. A különbség abban rejlik, hogy a rétegelt lemez tartópolcja egyik oldalról kinyúlik. Itt rögzítjük a blokkot csavarokkal, amelyeken a vágó nyugszik.



Szinte mindent. Meg kell oldani a farok rögzítésének és a vágó megállításának kérdését. Ehhez használja a két fennmaradó bútorcsavart csavarokkal. Mögöttük fúrjon lyukakat a fejléc oldalsó rúdjaiba és állítsa le. A kalapácsot ott kalapáljuk.



Most már minden. A csavarok becsavarásával ezekbe az anyákba rögzíthetjük a fejlécet és megállhatunk a kívánt helyzetben, nyomva őket a vezetőrúdhoz. A vezetőcsíkot viaszkészítménnyel lehet kezelni, hogy a rajta mozgó alkatrészek jobban csúszhassanak.
Középpontba helyezzük, rögzítjük a munkadarabot, kapcsoljuk be az elektromos fúrót és kezdjük el feldolgozni az alkatrészt.





Következtetés
Ha a munkadarab nincs megfelelően rögzítve, az megtört és megsérülhet a közelben található munkavállaló vagy más személy közelében. Az alkatrészek befogását nagyon óvatosan kell elvégezni. A munkaruhát védőfelszereléssel - védőszemüveggel - lehetőleg átlátszó műanyag pajzsmal kell ellátni, amely az egész arcot lefedi.
Lásd a részletes videót egy egyszerű eszterga összeszereléséről
Share
Pin
Tweet
Send
Share
Send