Share
Pin
Tweet
Send
Share
Send

Szüksége lesz
Ennek elkészítéséhez időre, jelentős erőfeszítésre, legnagyobb pontosságra és a következő anyagokra van szüksége:

- rozsdamentes acél csavar M20 × 70;
- hüvelykujj kerék;
- szerszámok számoknak a kerekekhez való rögzítésére;
- acél golyók;
- rugóacél huzal (0,3 és 0,8 mm).
A berendezésből nem tudunk megbirkózni:
- eszterga-, fúró- és marógép;
- fémmegmunkálás
- fogó;
- fémfűrészek;
- daráló;
- olló fém- és papírvágáshoz;
- tüskék a rugók és a gyűrű tekercseléséhez.
Gyártási technológia
A munka három szakaszból áll: alkatrészek és részegységek gyártása, számok kombinációjának összeszerelése és telepítése.
Alkatrészek és szerelvények gyártása
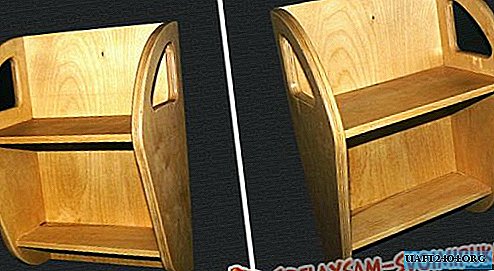
Oldalsó zárak
Egy esztergán osztjuk a csavarfejet két részre és fúrjuk a rúdot a menetes profil mélységére.


A rúd egyik részét szorosban rögzítjük és fémfűrésszel két hosszanti félbe látjuk.


Az egyik hatszögletű lemezre sablon és jelölő segítségével hordja fel a retesz oldalsó felületének körvonalait.

Csiszolunk ragasztott hatszöget a darálóra a retesz oldal oldalbélése húzott kontúrja mentén, és fúrunk a végére lyukakat.


A lyukakba helyezzük a kerek minták "lábait", amelyeket csak a reteszelő oldallapjainak a kontúrjának a csiszolón való megjelenítéséhez használtak.

A fúrógépen fúróval és oldalsó lemezekben található végmaróval képezzük a lyukak profilját. A nagy lyuk körül körben egyenletesen végezzünk egy 9 bemélyedésű végmarót.

Puha kört használunk a zár oldalsó lapjainak összes felületének csiszolására.


Csapok
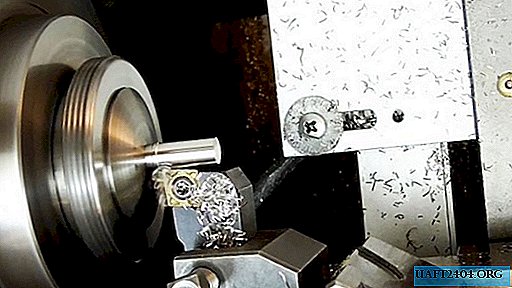
A 4 félhenger közül egy speciális szorítóval élesítünk egy kerek rudat az esztergán a munkadarab közepéig.




Az első csap a tartó oldalán lévő kerekek számára van. Egyrészt lyukkal rendelkezik, másrészt gyűrűs horony egy rögzítőgyűrűhöz és egy redőny.


Egy maróval hosszanti hornyot hajtunk végre a redőny teljes hosszán.




A rögzítő oldalon lévő második csap úgy néz ki, mint egy tömör, kerek rudazat, ülőhellyel a nyílás számára a zár oldallapjában és a vak hosszanti fúráshoz.






A mozgó oldalon lévő harmadik csap kulcs a szilárd henger alatt is kinyúlik. Ezután az egyik oldalról egy tömítéssel rögzítik a patronba, hogy a henger tengelyét oldalra tolja a patron forgástengelyétől. Ennek eredményeként egy vágóval történő feldolgozáskor kisebb átmérőjű kerek tont képződik, amelynek középpontja nem esik egybe a csap közepével.



Ezután őrléssel két polcot képezünk az eltolt gerinc mindkét oldalán. Ennek eredményeként egy rúd jön ki, amelynek két felülete körkörös ívekkel van összekötve.

Ugyanazzal a vágóval szimmetrikus megmunkálással csökkentjük a rúd keresztmetszetét a nagyobb oldalról.


A végmaró 5 téglalap alakú és egyenlő hornyot hajt végre. Ennek eredményeként 5 azonos kiemelkedés is kialakul.
A dossziék, fájlok és csiszolópapír a magot az összes kiemelkedéssel a kívánt alakúvá teszik, és lekerekítik a széleket és a bordákat. A végén ezt és az összes többi rudat puha körrel csiszolják.



Helyezze a rúdot a helyére a zár oldalsó párnájába.
A negyedik csapot, amely a felső tengely funkcióját látja el a mozgó oldalon, a retesz oldalsó lemezén lévő lyuk méretére átszúrják, és egyrészt a félgömbön egy reszelővel és egy puha körrel van ellátva. Helyezjük be a helyére.



Hegesztés, csiszolás, polírozás
Hegesztjük a hátsó csapokat a zár oldallapjaira.

Csiszoljuk és csiszoljuk a darálón lévő hegesztéseket, a széleket kefével kerekítjük, csiszolópapírral befejezzük és puha körrel csiszoljuk.

Egy fájlkészlettel horonyt képezünk a csap végén hosszirányú nyílással. Megpróbáljuk a mozgatható csapok bejutását a mozdulatlanok lyukain.



Sárgaréz kerekek számokkal
Készítünk 4 sárgaréz kereket számokkal. Miután elvégeztük az esztergálásba való méretarányú metszetet, elvágtuk a munkadarabjaikat, először fúrunk át egy átmenő lyukat a közepén, és egyrészt kiterjesztettük egy bizonyos mélységre.





Az ötödik kerék a többitől abban különbözik, hogy mindkét oldalán egy központi horony van, amelyek közül az egyik mélyebb, mint a másik.
A kerékgenerátorokra történő nyomtatáshoz számokat tartalmazó oszlopokat tükörrel bevont papírra nyomtatnak szilikonban.
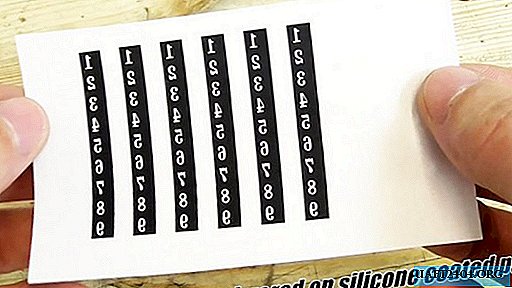
Vágjuk a függőleges számcsíkokat ollóval és beillesztjük a kerekek generátorára.

A számokat lefordítottuk az alakító kerekek felületére, és a forró vas talpának köré vezetve. Ennek eredményeként a papír elválasztódik, és egy számmal ellátott szilikonréteg ragaszkodik a gyűrűhöz.


A védelem érdekében a kerekek minden felületét, kivéve a számozást, körömlakkkal borítják.

A kerekeket a huzalra rögzítjük, a ferde cella aljára tesszük és 45 percig rézkarcmal megtöltjük vas-klorid oldattal, ami vonzóvá teszi a kerekeket, és a számok kontrasztosak.


Ezután rögzítjük a kerekeket egy speciális tüskén, rögzítjük anyával és rögzítjük az eszterga tokmányba. Ezután a kerékblokkot csiszolópapírral dolgozzuk fel, és egy halom ruhával csiszoljuk.
Rögzítjük a kerekeket egy speciális tartóba, és egy marógéppel készítünk egy félkör alakú hornyot egy maróval, és kilépünk egy nagy lyukba.
A kerekek végén egyenletesen 9 bemélyedést hajtunk végre körben.


A kerekeket egyenként rögzítjük a tüskén és rögzítjük az eszterga tokmányban. A beállított gyűrűt a kerékhez viszik, olajozzuk meg és kapcsoljuk be a gépet. Egy keskeny csík végén egy kör alakú bevágást gördítünk a kerékre.


A vágó eltávolítja az erszényeket a bevágás végétől.
A kerekek végein 0,8 mm-es vak furatokat fúrunk be egy, a félkör alakú horonyval szemben lévő bevágással.

A kerekeket ismét a tüskére tesszük, és fekete festékkel felhordjuk a digitális mélyedésekre, távolítsuk el a felesleget egy sima felülettel, nyomjuk meg egy forgó kerékhez, majd puha ruhával.



További részletek, összeszerelés és kódolás
Az esztergára szerelt speciális tüske segítségével a rugók tekercseléséhez 5 ilyen rugót állítunk elő 0,3 mm-es rugóacélhuzalból.


A rugók tekercselésekor a huzalnak a tüskén tartásához fogókat használunk, a végük vágásához pedig fém ollókat.
A számokkal ellátott kerekek összeszereléséhez a rugók mellett 5 acélgömbre van szükségünk 2 mm-enként.

Helyezzük a rugókban lévő redőnyökbe a rugó mentén, és fentről fedjük le egy golyóval.


Ezután mind az öt kereket rugókkal és golyókkal felfűzzük a felső tengelyre.
Egy egyszerű tüskén 0,8 mm-es rugós acélhuzalból, egy horonyba rögzítve, fogóba és huzalvágóba ütköző zárral készítjük a kerekeknek a tengelyén lévő számokat megpréselését és tartását.

Csipesszel illesszük be a dugó egyik végét a rúd végén lévő horonyba, nyomja be a dugót a közepén, majd a második él megbízhatóan lefedi és tartja mindazt, ami alatta van.



A kódzár második oldalfalát be kell helyezni a rúdokkal a helyükön, és az eszköz készen áll a működésre. De amíg a zár le van zárva, mert véletlenszerű számkombináció van beállítva. A kódválasztást a reteszelő elemek elhelyezkedése határozza meg a kerekeken, és minden reteszre kizárólag.


Share
Pin
Tweet
Send
Share
Send