Share
Pin
Tweet
Send
Share
Send
Rendelkezhet egy teljes értékű géppel a lapok vágásához, még egy közönséges daráló habcsón is, amit megmutatom. Készítettem egy lineáris útmutatót, amelynek segítségével vághat fém-, fa-, műanyag- és akár kerámialapokat is. Viszonylag olcsó gyártani, kevés helyet foglal el és sokoldalú.
Töltött anyagok
Ahhoz, hogy állványt készítsen egy darálóhoz méret szerint, szüksége lesz:
- profilcső 40x20mm - 0,32 m;
- profilcső 20x20 mm - 1,38 m;
- profilcső 15x15 mm - 0,34 m;
- szalag 40 mm - 0,14 m;
- szalag 20 mm - 0,16 m;
- 100. sorozatú csapágyak - 16 db .;
- M10 csavarok hatszögletű 75 mm - 8 db .;
- M10 diófélék - 12 db .;
- 10 mm-es alátétek - 32 db .;
- M12 hosszú diófélék - 3 db .;
- hosszú anya M10;
- M12 csavar teljes menettel, 200 mm-rel;
- csavarok M10 40 mm - 2 db .;
- 70 mm-es hatlapú csavar;
- dugók 20x20 profilhoz - 6 db;
- dugók 40x20 profilhoz - 1 db .;
- profilcső 50x50 egy vezetőhöz - legalább 2 m.
Vasúti és kocsi gyártás

Először el kell készítenie a görgőtartót a lineáris vezetéshez. Alapjául egy 20x20 mm keresztmetszetű profilcsövet kell használni. 4 darab 300 mm hosszú darab szükséges.

Most át kell fúrnia a lyukakat az alkatrészek jövőbeli csatlakoztatásához. Központjaik a profilcsövek mindkét széleitől 25 mm-re vannak. 11 mm átmérőjű fúróra van szükség.

A megvilágított profilt a másik oldalra fordítva, és már 50 mm-rel hátrébb lépve, mindkét oldalon hasonló lyukak vannak. 11 mm-es fúrót használnak.
A kocsi összeszerelésében később használt csavarok elrejtése érdekében a munkadarab átmenő nyílásait ki kell tölteni. Ehhez az egyes profilok egyik falát 17 mm átmérőjű fúróval kell fúrni. Tehát mind a 16 lyuk véglegesítésre kerül, a velük szomszédos maradék 16 érintetlen marad.

Most vállot kell tennie a daráló rögzítéséhez. Ehhez egy 300 mm hosszú 40x20 profilcsövet használunk.

Annak érdekében, hogy vágás közben tovább lehessen állítani az áthaladási mélységet, további beállító elemre van szükség. 20x20 mm-es profilcsőből készül. 160 mm hosszúságot készítünk. Végét 45 fokos szögben vágják le. Szemre vághatja, mert a pontosság nem annyira kritikus.
A 15x15 mm keresztmetszetű profilcsőből a kis távtartókat 40 mm hosszúra kell vágni. Összesen 8 darab szükséges.

Miután befejezte ezeket a takarókat, eljött az idő, hogy összerakjam őket. Összekötő hurokként egy M12 csavart, amelynek szilárd menete 200 mm hosszú. 3 hosszú M12 anyát csavarnak rá.
Miután rögzített csavarokkal rögzített csavarokat rögzítettek az asztalhoz, rögzítenie kell a takarókat egy 20x20 és 40x20 profilokból. A csöveket az anyákhoz kell hegeszteni.

A 40 mm széles acélszalagból 2, 50 mm hosszú munkadarabot kell vágni. A szélek közepére fúrjon át 11 mm-es lyukat a lyukon.

A lemezeket a daráló reduktorához kell csavarozni a fogantyú rögzítéséhez használt szabványos lyukakban. Egyes szerszámokban ezeket a lyukakat el lehet készíteni M8 csavarokhoz, amelyeket figyelembe kell venni. A megbízhatóság érdekében az M10-es 40 mm-es szorítócsavarokat anyákkal kell felszerelni. A csavarokat a lemezen keresztül csavarják be a sebességváltóba és anyákkal meghúzzák.

A munkadarabhoz 40x20 mm-es profilból rögzíteni kell a csiszolólapot lemezekkel és hegeszteni. Ezután a szerszám eltávolítható, hogy ne károsodjon, ha a rögzítés már biztonságosan meg van forralva.

Szemmel, kissé eltérve a lemez rögzítésétől, egy korábban készített munkadarabot hegesztenek egy 160 mm hosszú 20x20 profilból. A csonkot a szabad végén ugyanabból a szalagból főzik, mint a sarokcsiszolóhoz. A lemez kiálló fülére lyukat fúrnak és ráhegesztenek egy M10 anyát. A szerkezet megerősítéséhez a profil oldalán kívül 160 mm hosszú acélcsíkot kell hegeszteni, amely szintén 45 fokban van fűrészelve.



Most a hegesztési munka teljesen befejeződött, és megkezdheti az összeszerelést. Ideje festeni a részleteket.


Ideje összeszerelni a kocsit. Ehhez M10 csavarokra van szükség egy 75 mm hosszú hatszöghez. A profilcsövek munkadarabjait 20x20 mm-rel meg kell húzni egymás között. Ugyanakkor egy pite húzódik közöttük: alátét, csapágy, alátét, távtartó, alátét, csapágy, alátét. Ha ezt még hétszer megismételjük, az eredmény kész kocsi.


Most össze kell gyűjtenie a vállait a darálóval. Csavarokkal csavarja rá és anyákkal préseli. A készülék összeszerelésekor jól kell meghúzni a menetet, hogy a szerszám működés közben nem szabaduljon fel.

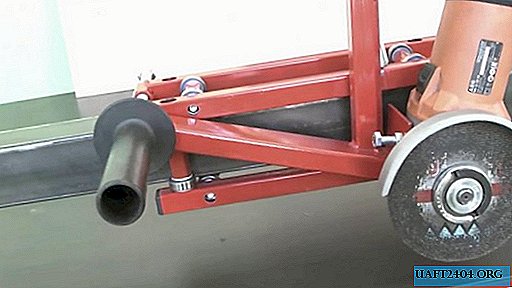
A kocsi az 50x50 mm-es vezetőprofilon indul, amely alatt ténylegesen készült. A hosszú csavart be kell csavarni, ezáltal összekapcsolva a vállot a darálóval. A csavart nem szabad teljesen meghúzni, hogy legyen hely a hosszú vállanyában a standard fogantyú rögzítéséhez a szerszámtól.

Most be kell állítania a vágási mélység beállításának mechanizmusát. Ehhez csavarjon egy 70 mm hosszú M10 csavart a daráló vállán lévő függőleges profil szemébe hatszög alatt, szilárd menettel. Mivel nem volt megfelelő hosszúságú hardver, növeltem azt egy hosszú anyával és egy rögzítőanyával.
Annak érdekében, hogy a formavilág megkapja a külső megjelenését, nem árt műanyag dugókat a profilcsövek végére helyezni.




A görgős kocsiú lineáris vezető készen áll a használatra. Magasságát a fadarabok bélése szabályozza. A szerszám az asztal szélén van elhelyezve. A darabolásra kész takarókat egy pár munkabilincs szorítja. A kényelem érdekében a vágás több lépésben is elvégezhető, minden alkalommal növelve a mélységet a gázt.










Share
Pin
Tweet
Send
Share
Send