Share
Pin
Tweet
Send
Share
Send

Mit kell felkészíteni?
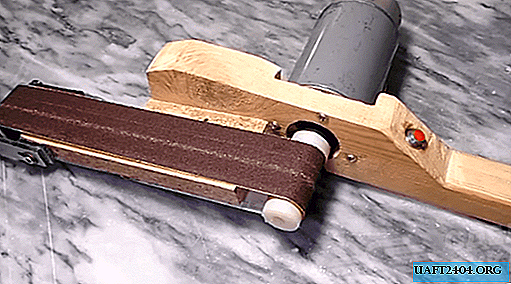
Maga az eszköz egy kis fadarabból, lehetőleg juharból készül, a fa nagy szilárdságú és ugyanakkor alacsony súrlódási együttható, ami megkönnyíti a munkadarab elcsúszását forgás közben. Az esztergálás vésővel történik, a munkadarab fúróval forog. A gyártáshoz 10 mm átmérőjű és 12 fúróval, valamint véső elektromos hegyezővel kell rendelkeznie. Ha nem, akkor az eszközt manuálisan is elhozhatja.
Szerszámgyártási folyamat
A tüskék fadarabokból készülnek. Először vágjon egy négyzetet az esztergán olyan oldallal, amely 1-2 mm-nél nagyobb, mint a tüske átmérője, majd óvatosan távolítsa el annak széleit.

Ha lehetséges, asztali útválasztóval simítsa le a sarkokat. Esetünkben a kész tiplik átmérője 10 mm, a négyzet oldala pedig 12 mm. A kimenetnél kerek keresztmetszetű munkadarabok állnak elő.


A készüléknek több lyuk van, mindegyik lehetővé teszi bizonyos átmérőjű csapok gyártását. Mindegyik tipushoz egy lyukat készítünk két átmérővel - a nagyobb megfelel a munkadarab méretének (esetünkben 12 mm), a kisebb pedig megfelel a tipli átmérőjének (esetünkben 10 mm).
Fúrjon be egy 12 mm átmérőjű lyukat a rúd szélességének kb. 2/3 mélységére. A mélység ellenőrzéséhez szereljen be ütközőt a gépre.

Helyezzen be egy 10 mm átmérőjű fúrót a tokmányba, és fúrjon be egy lyukat a végéig.
Készítsen egy lapos talapzatot a véső beszereléséhez. A 12 átmérőjű furat teljes hosszában eltávolítják a véső rudazatának egy részét. Vernier féknyereg segítségével mérje meg a furat távolságát a munkadarab szélétől, és ezt a paramétert figyelembe véve állítsa be a körfűrészt.
Óvatosan vágja be a fűrészt a munkadarabba; a vágási hossz ne érje el a kisebb átmérőjű szelvényt. Ennek a lyuknak szilárdnak kell lennie, és a munkadarabot teljes egészében meg kell tartania.

Ellenőrizze a fűrészelés eredményét, vésővel, távolítsa el az extra fadarabot.

Ha a darabolás során nem sikerült betartani az ajánlott pontosságot, és megérintik a kisebb lyukat is, akkor a készüléket ne dobja el, működni fog, csak a csap átmérője kissé csökken. Asztalosiparban ez nem kritikus.

Csak egy tökéletesen éles véső képes élesíteni a fát. Óvatosan élesítse egy speciális darálóval. Ezután állítsa a GOI pasztát tökéletes állapotba.
Rögzítse a vésőt a szerelvényre, és kézzel forgassa el a munkadarabot többször. Ellenőrizze a vágási mélységet és a forgási erőt. Ha szükséges, állítsa be a vágási paramétereket. Ha kibővíteni kell, akkor kissé mélyítse el a peronot a kör alakú gépen.
Ha a véső nagyon alacsonyan esik, akkor különféle párnákkal emelje fel. Használhat rendes papírt.
Csipesszel rögzítse a véső helyzetét, rögzítse egy rögzítőelemben egy tartóba, és elkezdheti tiplik gyártását.
A munkadarabokat fúrókba szorítják, a vágási módokat (fordulatszám, betáplálás és mélység) empirikusan határozzák meg.



Következtetés
A legtöbb fúrótokmányt 10 mm-es fúróátmérőre tervezték, a Ø 12 mm-es munkadarabot már nem tartalmazza. A probléma kiküszöböléséhez kézzel daráljon meg 2–3 cm-es munkadarabot, majd fúrja rá. Javasoljuk, hogy készítsen több eszközt, amelyek nemcsak különböző átmérőjű csapok készítését teszik lehetővé, hanem gyönyörű kerek elemeket is használnak dekoratív célokra.
Share
Pin
Tweet
Send
Share
Send