Share
Pin
Tweet
Send
Share
Send

A szükséges anyagokból:
- - gerenda 50x50 mm;
- - 12 mm vastag rétegelt lemez;
- - M10 csap és M10 anya;
- - megerősített alátét 8;
- - 6 alátét;
- - három széles csavarral ellátott fa csavar;
- - fa csavar 25 mm;
- - ácsragasztó (PVA-t használtam).
Lépésről lépésre mesterkurzus fúrócsavar készítéséhez
Vágunk három, 50x50x120 mm vastagságú rúdot, és kettőjükön jelöljük meg a középpontot, húzva két átlót a munkadarab ellentétes sarkából.

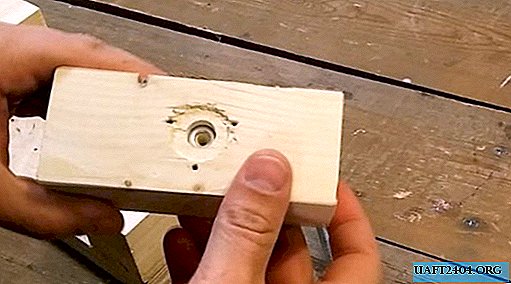
Az első oszlopon a megjelölt központ mentén következetesen 10 mm átmérőjű lyukat hajtunk végre, majd koaxiálisan 16 mm átmérővel 8 mm mélységig.

Akkor nézzük az M10 anyát.

Az anya kontúrja mentén az anya számlálóját ceruzával vagy, mint én, vésővel megjelöltük.

Vésővel hatszögletű lyukat készítünk a rúdban olyan mélységben, amely megegyezik a második lyuk 16 mm-es mélységével.

Az anyát szorítóval benyomjuk a lyukba, bár egyszerűen kalapáccsal kalapálhatjuk.


Vegyük a második rudat, és a Forstner fúróval ellátott jelölés szerint 24 mm-es lyukat készítünk 2 mm mélységre, majd a második lyuk 12 mm-re koaxiális és 6 mm mély.

A lyuk kerülete mentén egyenletesen, 120 fokkal fúrva további három, 3 mm átmérőjű lyukat önmetsző csavarokhoz.

Ezután összegyűjtjük a vaza alapját 12 mm vastag rétegelt lemezből - szükségünk van 120x270 mm-es darabokra és két darabra, amelyek egyenként 45x270 mm-esek. A csatlakoztatott részek előre ragasztása után önmetsző csavarokkal rögzítjük őket 19 mm hosszú vágás mentén (először az öncsavarokhoz hajlítsunk furatokat lyukkal a rögzítőelem alsó részéhez).


Hasonlóképpen rögzítjük a csap és a nyomó rész álló állkapcsát.


A tartó álló része elkészült.

Két kivágást hajtunk végre a kibővített 8 alátéten, hornyot képezve a furat szélessége mentén.


Egy 250 mm hosszú M10 hajtűn, amely 6 mm-es széltől távozik, 8 mm átmérőjű horonyt készítünk, kb. 3 mm szélességgel.


Forgassa el az eszterga fogantyúját. Eszterga hiányában a fogantyút le lehet vágni vagy le lehet fűrészelni egy darabot a fogantyúból egy gereblyézéshez vagy egy lapáért (ezeket kész áruházakban értékesítik).

A fogantyú végén két lyukat készítünk - az egyik végén 10 mm átmérőjű és 60 mm mélységű.

Másrészt 3 mm átmérőjű öncsavarhoz.

Felhelyeztünk egy hajtűt egy epoxi-ra.

Az öncsavarás viszont hasonló.

Szereljük össze a fogantyúval ellátott mozgatható szivacsot.
A 12 lyuk aljára tegyük a 6 alátétet a menethez, hogy csap csavarodva fémre, és ne fára támaszkodjon.
Csavarjuk fel a hajtűt és állítjuk az alátétet 8-ra, csavarokkal rögzítve a mozgatható szivacsra.

Készen áll a gépházra.

A gyártási és összeszerelési folyamat részletesebben a videón látható:
Miért van szükség egy önmetsző csavarra a fogantyúban?

Erről a videóban is megtudhat!
Share
Pin
Tweet
Send
Share
Send